ロスト ワックス キャスティングとも呼ばれるインベストメント キャスティングは、5,000 年前に作成されました。この鋳造方法により、さまざまな金属や高性能合金を使用して、正確で再現性が高く、用途の広い部品が得られます。この鋳造法は、匂いや精密部品の鋳造に適しており、他の鋳造法よりも高価です。大量生産により、単価が下がります。
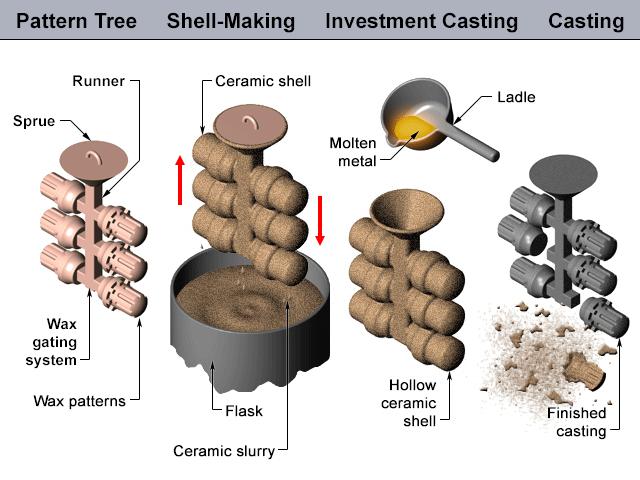
インベストメント鋳造プロセス:
ワックス パターンの作成: インベストメント キャスティング メーカーは、ワックス キャスティング用のワックス パターンを作成する必要があります。ほとんどのインベストメント鋳造プロセスでは、このステップを完了するために高度な鋳造ワックスが必要です。
ワックス ツリー アセンブリ: 単一のインベストメント キャスティング製品の製造コストは高く、ワックス ツリー アセンブリを使用すると、インベストメント キャスティング メーカーはより多くの歩留まりを生み出すことができます。
貝殻作り:ロウの木で貝袋を作り、固めて次の鋳造工程に使用します。
ワックスの除去: 内部のワックスを除去すると、完成したケーシングに溶融金属を注ぐことができる空洞ができます。
シェルのノックオフ: 溶融金属が凝固した後、シェルをノックオフして、金属鋳造製品ツリーを取得します。それらをツリーから切り取ると、最終的なインベストメント キャスト製品ができあがります。
技術的特徴:
1. 高い寸法精度と幾何学的精度;
2.高い表面粗さ;
3.複雑な形状の鋳物を鋳造することができ、鋳造する合金は限定されません。
短所:複雑なプロセスと高コスト
用途:複雑な形状、高精度が要求される、またはタービンエンジンブレードなどの他の加工が困難な小型部品の製造に適しています。

1.さまざまな合金、特に超合金の複雑な鋳物を鋳造できます。例えば、ジェットエンジンのブレードの流線型の外形と冷却用の内部空洞は、機械加工ではほとんど形成できません。インベストメント鋳造I技術の生産は、大量生産を達成するだけでなく、鋳造の一貫性を確保するだけでなく、機械加工後の残留ブレードラインの応力集中を回避することもできます
2. インベストメント鋳造の寸法精度は比較的高く、一般に CT4 ~ 6 (砂型鋳造の場合は CT10 ~ 13、ダイカストの場合は CT5 ~ 7) です。もちろん、インベストメント鋳造プロセスの複雑さのために、金型材料の収縮、インベストメント金型の変形、鋳造中の金型シェルの線形変化など、鋳造物の寸法精度に影響を与える多くの要因があります。加熱および冷却プロセス、凝固プロセス中の金の収縮および鋳物の変形により、通常のインベストメント鋳造の寸法精度は比較的高いですが、その一貫性はまだ改善する必要があります(中および高の鋳造の寸法一貫性温度ワックスは大幅に改善する必要があります)
3.インベストメント金型をプレスする場合、金型キャビティの表面仕上げが高い金型が使用されます。したがって、インベストメントモールドの表面仕上げも比較的高くなります。さらに、金型シェルは、特殊な耐高温接着剤と耐火材料で作られた耐火コーティングでできており、インベストメントモールドにコーティングされています。溶融金属と直接接触する金型キャビティの表面仕上げは高いです。したがって、インベストメント鋳造の表面仕上げは、通常の鋳造よりも高く、一般に Ra.1.3.2 μ m までです。
4. インベストメント鋳造の最大の利点は、インベストメント鋳造が高い寸法精度と表面仕上げを備えているため、機械加工作業を削減できることです。要求の高い部品にはわずかな取り代しか残せず、一部の鋳物でも機械加工なしで使用できます。インベストメント鋳造法は、多くの工作機械と処理時間を節約し、金属原材料を大幅に節約できることがわかります
投稿時間: 2022 年 11 月 2 日